English
English 中文版
中文版
















Maintenance works on the electric knife and troubleshooting common faults and failures encountered in the maintenance of the author Common fault diagnosis and repair (1) Electric turret tool change is not such a failure should first determine the knife or knife stuck inside the mechanical motor failure. When a tool change, if the motor has heard muffled buzz is missing motor phase, check the motor supply line; no less stuffy hum, check it off with a wrench plate moving worm. If you can not rotate properly, then the knife stuck inside; then ask whether the machine operator collision occurred, if not the knife stuck mechanical collision, the most part of it is the fault slip or slide off the pin bent with clutch plate contact area and resist rust stuck, just replace the sliding pin or clean sliding pin with embroidered clutch plate tracks, plus oil to less chance of other components appear; will have to check if the collision axis, sliding off and couplings are deformed, spring is broken, and then corrected or replaced. If you move the worm drive with a wrench normal rotation, check the motor power supply voltage is normal, and the resistance of the motor phase windings is normal. Check the power supply line is not normal, if the motor fails, replace the motor or take maintenance. (2) electric knife knife, go one stop, the rest of the normal number of such failures knife, pulled a knife first, this number corresponds to the resistance of the Hall element is damaged or broken, replace the disk can be counter-hearing; Second connection line breaks tool number, check the cable. (3) Electric turret rotation stop, can not find all the tool number of such failures, one transmitter coil voltage 24V power supply is not, use a multimeter to detect whether there is 24V power supply voltage, there is no check power; Second, the sender plate Hall switches are damaged or pull-up resistor circuit, replace the disk to the sender; Third Hall position switch and magnet are not allowed to drive on the sender, or non-magnetic magnets, reposition or replace the magnet ; Fourth, communication line break or fracture tool signal receiving circuit, check the line. (4) do not shrink tight turret machine parameters such failures First time locked in the turret is set too short, check the machine parameter settings, general settings 1.2s; Second turret motor can not be reversed, check the connection relay is damaged; Third, the turret slide pin that locating pin is broken, replace the locating pin. These failures are common faults, the solution ideas are also similar, so I only do in a brief, but after going back to remind repaired machinery installed to note the point that when the back mounted, screw set aside more than one thread, not be placed in the clutch disc clutch pin slot, otherwise it will put something stuck. Case difficult to diagnose and repair faults Symptom: electric knife tool change, whether it is manual or automatic tool changer ATC, just listen to "pop" sound, total machine power off. As maintenance personnel, the first reaction is the machine has a short circuit. However restart CNC lathes, CNC systems, spindle, axis and z-axis are functioning properly, the other is also normal, but as long as another tool changer cut off the power. This is definitely a power electric turret motor has a short circuit to ground. So I turn on the motor cover, was found to qualify the motor terminal wiring replaced, then ask someone this machine is not repaired before this workshop manager said that someone repaired last semester, for this terminal, before ceramics , and broken plastic on the change, has been normal use, until now this problem. So check with megger the motor winding insulation resistance to earth and found the resistance is at the end, the resistance is almost zero, the winding-to-ground short-circuit; then check and outlet lines are intact, and found no breakage. Then open the Terminal, in the demolition of terminals, screw terminals fixed find long and straight holes inside, you can see the internal windings, and ground wire is also received through this screw on the motor housing; thus bypassing grounding wire, three-phase winding resistance value and then check the resistance value is normal; conclude the winding coupled to a ground wire, but did not find the wiring damaged; through the analysis may be changed when the terminal before, ceramic terminal block wiring plastic now than before many high-terminals, and there are two fixing screws, when replacing, dislocation due to a fixed position, only with a screw and a long screw top to the internal windings, and connected to the ground wire on the screw; but before Why does this happen, when I was in analysis certainly loaded set screws, without considering the screw holes are too long and pass, it has been inside the top of the winding up, but there is a layer of motor winding insulation paint, it has been used up to now there is no problem, because when used in a certain vibration machine, winding and long-term exposure screws, insulating paint damage, making the motor winding is shorted to ground through this screw up. So with insulating resin to seal the mouth, for safe operation, or use another port fixed terminals, while connected to the grounding line, but now for a very short screws, not the top of the motor windings fault finally excluded. I started to suspect the motor is broken, may want to change the motor behind after careful analysis before troubleshooting, so as a maintenance personnel during maintenance work can not be careless, to fully consider the issue, or to repair a lot of trouble behind.
Works
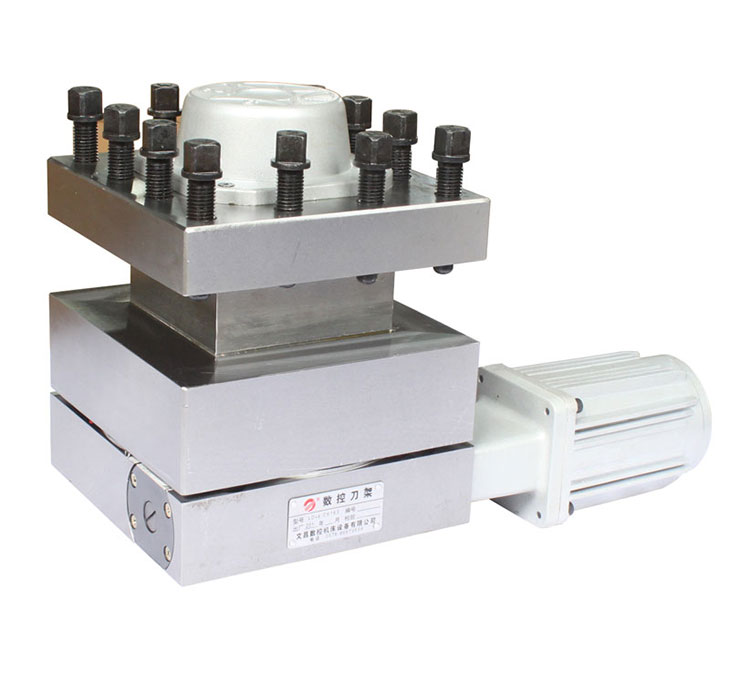
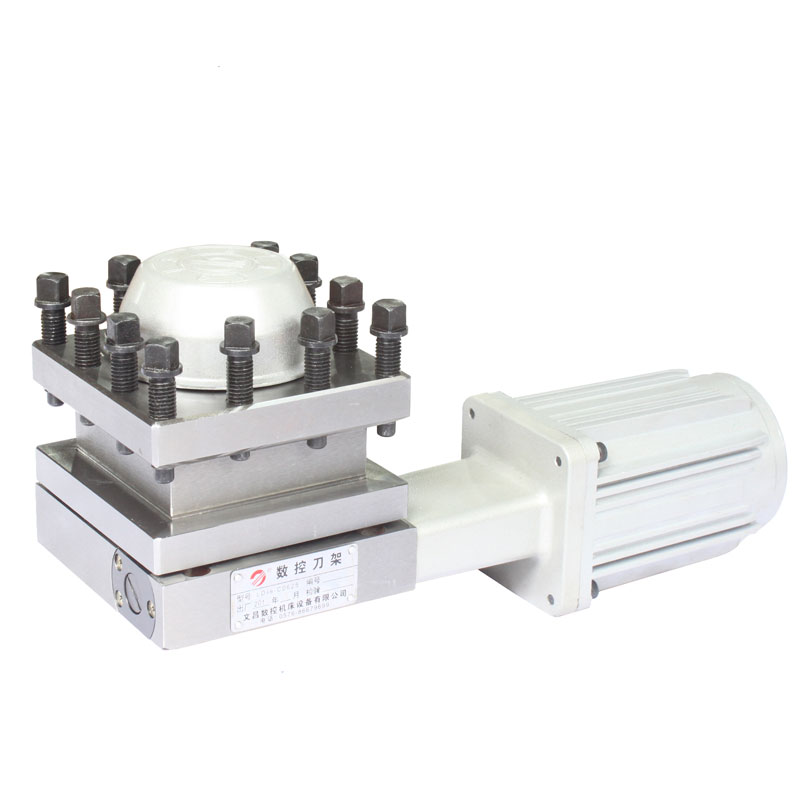
LD4 series vertical electric knife (pictured) using a worm gear drive, upper and lower teeth ratcheting screw locking plate works, the use of non-contact Hall element letter transposition, the specific work process is as follows: The host system sends transfer after the signal, turret motor power is turned on, began to turn, the motor drives the rotation of the worm, the worm drive worm gear, worm gear screw keyed, turning the screw on the cutter body lift, upper and lower blade of the cutter body chainring disengaged. In this case, the clutch disc clutch pin into the groove, while the anti-anti rely plate by leaving off the trough, and then drive the cutter body rotation, when the knife to the desired position, the Hall element and the magnetic disk on the sender steel alignment signals issued to the host system in place, and then reverse the motor system sends the signal delay, motor reversal, the cutter body slightly inverted, made by the pin into the trough anti rely plate, clutch disc and clutch pin from the slot, and the cutter body can only fall under the merger tooth blade locking, reverse the motor end delay. This knife will complete the ATC program, under a host executable processes.



Wenchang CNC Machine Tool Equipment Co., Ltd. was established in 2007 and is located at No. 555 Jinyang Road, Southeast Industrial Zone, Songmen Town, Wenling City, Taizhou, Zhejiang Province. The company covers an area of 20 acres with a usable space of nearly 12,000 square meters. It is a national high-tech enterprise that integrates research and development, design, production, and sales services.
The main products include electric tool holders, CNC servo turrets, CNC power turrets, Y-axis power turrets, and CNC tool holder accessories.
With nearly 15 years of experience in the core component subfield of CNC machine tools, the company has an annual production capacity of 60,000 sets of CNC tool holders and turrets, providing supporting products for 1,000 machine tool manufacturers. The company has established research and development platforms, including a provincial-level high-tech enterprise R&D center and a municipal-level R&D center. It has formulated the first group standard for “Y-axis Power Turrets” in Zhejiang manufacturing and obtained the “Pinzi” certification, breaking the previous lack of group standards for this product in China and establishing industry standards.
The company owns 200 industry-leading testing and inspection devices, with its R&D center equipped with comprehensive office facilities and design application software. It also has more than 200 units of high-end precision automated processing and testing equipment, including imported Japanese turning and milling composite centers, vertical 5-axis machining centers, CNC precision grinding machines, and coordinate measuring machines. The company is equipped with independent design and modification conditions for both hardware and software, providing a verification platform for new product development, and has mastered the production process and processing technology for mass-producing power turrets, with the conditions for independent design and R&D of devices.
WenLing Wenchang CNC machine tool equipment
Tel:0576-86674808
Fax:0576-86630598
After service :0576-86679699
E-mail:1286551242@qq.com