 English
English 中文版
中文版


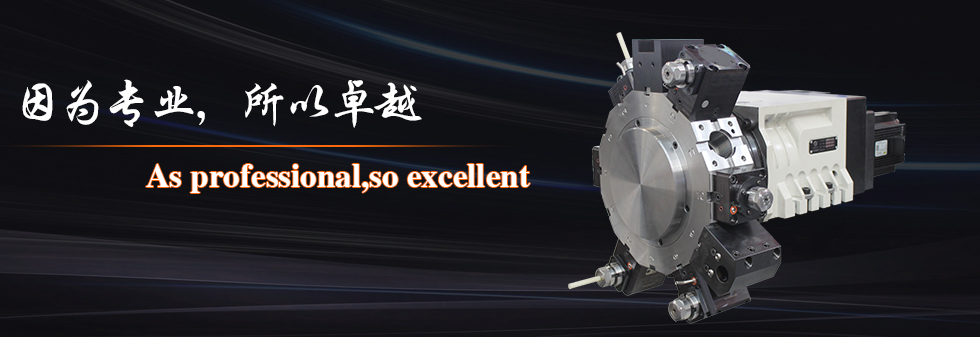
数控车床电动刀架故障分析
电动刀架作为数控车床的重要配置,在机床运行中起着至关重要的作用,一旦出现故障很可能造成工件报废,甚至造成卡盘与刀架碰撞的事故。在数控机床的故障维修中,电气控制部分线路复杂,故障现象多变,有些故障现象不太明显,查找难度比较大,而机械部分与普通机床比较类似,故障相对容易排除。电动刀架一般有四工位或六工位,由电动机、机械换刀机构、发信盘等组成,当系统发出换刀信号,刀架电机正转,通过减速机构和升降机构将上刀体上升至一定位置,离合盘起作用,带动上刀体旋转到所选择刀位,发信盘发出刀位到位信号,刀架电机反转,完成初定位后上刀体下降,齿牙盘啮合,完成精确定位,并通过升降机构锁紧刀架。刀架出现故障时就会出现下列现象:
1 刀架不换刀
对于这种故障,首先判断是刀架内部机械问题还是刀架电机故障。换刀时,用手触摸电机,看有无振动及测量电机电压来判断是否为电机故障。如电机正常,那么就是机械问题,一般都为刀架内部机械卡死。把刀架拆下洗干净重新装上即可。但有时候也可能是内部机械损坏。
2 刀架锁不紧
这种故障有可能是机床参数中的刀架反锁时间设置的太短,也有可能是刀架内部锁刀螺母太松以及发信盘的霍尔元件位置与磁钢没对准。
3 找不到刀位
表现为刀架不停的转。这种问题可能存在于刀架发信盘出现问题; CNC系统的刀位信号接收电路的问题;通信线路故障的问题等。
4 找不到某一号刀
表现为找不到某一号刀,而其他刀位可以正常换,这种问题有可能是刀架发信盘霍尔元件产生偏移或这一号刀的霍尔元件损坏,或该刀位的信号线断路。前两种故障通常是:机械原因导致的比较容易判断和维修,而后两种故障是电气原因导致的。在实际生产过程中,由于刀架发信盘的原因导致数控车床刀架故障的情况较多,下面着重分析刀架发信盘的工作原理和诊断、维修。

 浙公网安备 33108102000878号
浙公网安备 33108102000878号